Het printen met nylon filament kan moeilijk zijn, er zijn namelijk best wat variabelen om te controleren voor en tijdens het 3D printen. Ondanks de moeilijkheden is nylon filament wel één van de sterkste filamenten die beschikbaar zijn en kan het perfect worden gebruikt voor functionele onderdelen en bewegende delen. Filamentz geeft vandaag 5 tips voor de beste printresultaten!
Wat kan er fout gaan bij het printen met nylon filament?
Er zijn best een aantal instellingen en tips die gebruikt kunnen worden voor het printen met nylon filament. Er zijn ook zeker dingen die fout kunnen gaan bij het verwerken van nylon filament en een fout zit in een kleine hoek. Denk hierbij aan:
- Prints trekken krom van het printbed en laten los tijdens het 3D printen
- Lagen hechten niet op elkaar en 3D prints zijn niet naar verwachting sterk
- De 3D printer verstopt en loopt vast
- Maat toleranties zijn niet naar wens
- Details worden niet naar wens 3D geprint
Laten we nu kijken naar de manieren om deze uitdagingen op te lossen:
1. Droog het nylon filament
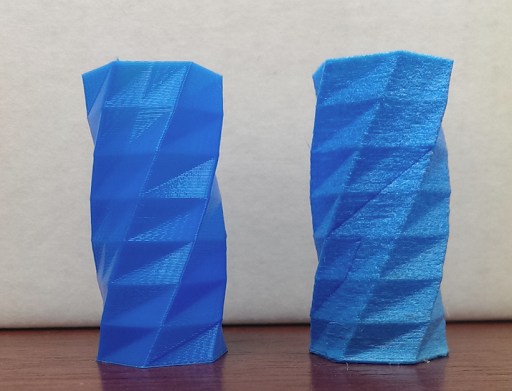
Er zijn een aantal dingen die gecontroleerd moeten worden bij het beginnen met nylon filament. Allereerst is het type nylon filament dat gekocht is, wanneer het gekocht is en hoe het geleverd is. Nylon staat bekent als een hygroscopisch materiaal, dat betekent dat het water uit de omgeving absorbeert en opneemt in het materiaal. Dit is bij nylon niet te voorkomen en zal altijd gebeuren! Er zijn een aantal manieren om erachter te komen of er vocht in het nylon filament is gekomen. Allereerst door het te laden in de 3D printer en een proefstuk te 3D printen. Zijn de wanden ruw en ongelijk? Dan is de kans groot dat er vocht in zit. Hoor je tijdens het 3D printen van nylon filament een knetterend geluid? Dan is het zeker dat het vocht is dat ontsnapt tijdens het printproces. Er zijn echter manieren op dit op te lossen. De vier meest gebruikte oplossingen voor het drogen van nylon filament zijn:
- Gebruik een oven. Plaats de nylon spoel 4 tot 6 uur op 70-80 graden Celsius in de oven, haal deze eruit en sluit vocht dicht op, door middel van silica gel en een afgesloten bak.
- Gebruik silica gel zakjes. Plaats een laag silica gel in een bak, plaats de spoel nylon filament erin en laat deze enkele dagen tot weken liggen. Let op: dit gaat niet al het vocht uit het materiaal halen en is niet de beste oplossing voor het succesvol printen met nylon filament. Als er geprint mee gaat worden is het essentieel dat het nylon filament in bak blijft liggen om te zorgen dat er geen vocht bij komt.
- Gebruik een filament droger. Er zijn tegenwoordig een aantal fabrikanten die drogers maken voor filamenten. Hierin is de tijd en temperatuur in te stellen en zal het filament naar de gewenste droog graad worden gebracht. Ook is het hierin mogelijk om te printen vanuit deze filament droger, waardoor er geen vocht bij het filament kan komen.
- Gebruik een voedseldroger. Niet de meest voor de hand liggende optie, maar het werkt wel. Deze voedsel drogers gaat vaak tot ongeveer 70 graden en zijn per tijdseenheid in te stellen, perfect om filament te drogen. Let wel op: nylon is vrij hardnekkig om te drogen en niet alle voedseldrogers zijn capabel om dit te doen.

2. Stel de slicer correct in voor nylon filament
Wellicht de meest belangrijke om succesvol met nylon filament te printen is het juist instellen van de gebruikte slicer waarin het printprogramma wordt gevormd. Er zijn een aantal instellingen essentieel om een goed resultaat te halen:
- Printtemperatuur: tussen de 240 – 270 graden Celsius
- Temperatuur printoppervlak: 70 - 90 graden Celsius, afhankelijk van type oppervlak en hechtingsmateriaal
- Printsnelheid: tussen de 30 – 60 mm per seconde is aan te raden voor de meeste 3D printers
- Koelfan: 0% voor optimale sterkte en laagbinding, verhoog dit voor details tot maximaal 20%, maar nooit hoger dan deze waarde
- Minimale printsnelheid: 10 mm/s bij een laag tijd onder de 60 seconden
- Optimale laaghoogte: 0.2 – 0.3 mm per laag, afhankelijk van nozzle grootte
Deze instellingen zijn getest en werken bij gedroogd nylon goed om prima print resultaten te behalen. Let wel op dat deze instellingen van toepassing zijn voor een standaard 0.4 mm nozzle en dus bij grotere openingen meer materiaal en dus meer hitte nodig hebben. Probeer het volume bij het printen van nylon filament niet te groot te laten worden.
3. Controleer de temperatuur rondom de 3D printer
Het is iets wat vaak voorkomt met 3D printer filamenten die afwijken van de standaard, namelijk PLA filament. Bij een te koude omgevingstemperatuur gaan de hoeken van de 3D print losraken van het printoppervlak waardoor 3D prints mislukken of afwijken in maten en toleranties. Nylon filament is hier, net als ABS en PETG filament, ook uitermate gevoelig voor. Om dit te voorkomen is het nodig om een omgeving om de 3D printer te creëren die constant is qua temperatuur en rond de 35 – 40 graden Celsius ligt. Hierdoor blijven 3D prints beter op het oppervlak zitten, hechten de lagen beter aan elkaar en zijn ze ook sterker. Let op dat de 3D printer hier uiteraard ook geschikt voor is, qua elektronica en overige aansturing. De manier om de 3D printer af te sluiten kan door middel van een nylon hoes, die op verschillende plekken worden aangeboden of door middel van hout, plexiglas een optionele externe heater en een voeding. Let wel op dat dit uiteraard brandgevaar kan veroorzaken en dat het op eigen risico is.
4. Gebruik het juiste printoppervlak met de bijbehorende hechtingsmaterialen
Zoals vermeld is nylon filament lastig om hechtend aan het 3D printoppervlak te krijgen. Er zijn echter manieren om dit op te lossen. Allereerst de omstandigheden waaronder geprint wordt. De omgevingstemperatuur is goed en de instellingen in de slicer zijn juist volgens de specificaties van de leverancier ingesteld. Dan is er nog het juist uitzoeken van het printoppervlak. Nylon filament hecht over het algemeen goed aan PEI oppervlakten, met gebruik van een pritstift om zeker te zijn dat het niet samensmelt. Ook is het aan te raden, indien er vaak met nylon filament geprint wordt, om een garolieten printoppervlak aan te schaffen. Dit materiaal hecht perfect aan nylon filament en zorgt bij het afkoelen ervan dat het makkelijk loslaat. Let op dat deze ondergronden moeilijk te verkrijgen zijn en dus ook aardig aan de prijs kunnen zijn. Glas is niet aan te raden als ondergrond, omdat nylon is hiermee nagenoeg kan samensmelten. Om dit werkend te krijgen is ook pritstift vereist.
5. Oriënteer de 3D print optimaal voor nylon filament
Als laatst is het oriënteren van de 3D print belangrijk voor het krijgen van een goed printresultaat. Vergeet de onderstaande geheugensteuntjes niet bij het voorbereiden van de 3D print:
- Probeer ondersteuning structuren te vermijden bij het printen met nylon filament, omdat deze moeilijk te verwijderen zijn
- Probeer niet te grote vlakke oppervlakken te printen zonder dat je zeker weet dat de printer in een omkasting staat waar de temperatuur constant is, anders is de kans op falen groot
- Voeg een brim aan de 3D print toe van ongeveer 5 a 10 mm, om de 3D print beter te laten hechten
- Probeer eerst een kalibratie kubus te printen of een onderdeel met meer details, om snelheden te optimaliseren en zeker te weten dat het nylon filament vochtvrij is en goede resultaten levert
Nylon is een prachtig materiaal om te 3D printen maar heeft wat aandacht nodig om een succes te zijn. Wij als Filamentz zijn altijd bereid om mee te denken bij mogelijke problemen. Lees ook onze andere artikelen om verzekerd te zijn van succes bij het 3D printen.